




伺服电动缸压装原理
浏览: 发布日期:2021-05-24 05:59:58
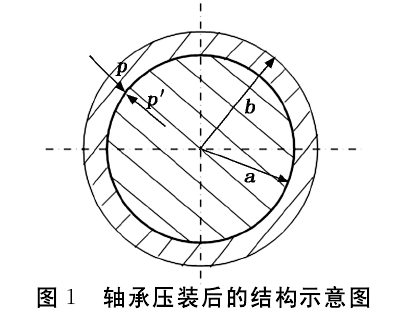
伺服电动缸将伺服电机的转速和角位移转换成直线运动的速度和位移,将扭矩转换为压装力,从而完成轴承等的冷压装配工艺[1]。轴承压装后的结构如图1
所示,其中a为轴颈与轴承内圈结合面的半径;b为轴承外圈的半径;p、p'为装配后结合面的内力,p 与p'互为反作用力。
根据压装理论
E(b2-a2)4ab2·δ . (1)
其中:E 为材料的弹性模量;δ为过盈量。
根据力学基本原理,压装力F 与内应力p、接触面积s及摩擦因数μ的关系为:
F=psμ .(2)
设位移为x,将接触面积s=2πax 和式(1)代入式
(2),可得压装力与位移x的关系为:
F=πE(b2-a2)2b2δμx.(3)
由式(3)可知,在压装过程中,施加的压装力须随着过盈量的增大而增加,另外,材料的摩擦因数对压装力的影响比较大,但呈现较好的线性关系[3]。如果施加的压装力过大,会造成包容件产生局部塑性变形,影响压装效果;反之,当压装力不足时,则零件压装不到位造成次品,从而影响生产效率。因此,对压装过程中多个关键点的压装力和位移进行监控,并以压装力—位移曲线作为压装工艺的检测依据,代替原有的以终点压力作为检验压装质量依据的做法是比较理想的方法之一。